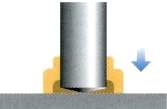
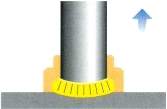
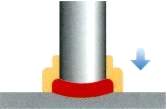
Metoda z zapłonem przez podniesienie trzpienia (BMH)Opis metody przypawaniaSpawanie łukowe z zapłonem przez podniesienie trzpienia służy przeważnie do przypawania elementów w formie trzpieni do podłoży metalicznych . Metoda ta umożliwia wykonywanie całopowierzchniowego nierozłącznego przypawania śrub, trzpieni , trzpieni z główką , elementów płaskich , tulei wewnętrznie gwintowanych , szpilek do mocowania izolacji oraz specjalnych sztyftów o średnicy 3 - 30 mm ze stali , stali chromoniklowej , stali żaroodpornej , a w szczególnych przypadkach aluminium, mosiądzu i tytanu, pół- lub całkowicie automatycznie . Źródłem energii jest prostownik spawalniczy o regulowanych parametrach czasowych i natężenia prądu spawania . Czas przypawania osiąga 0,1 - 2,0 sek . Jako środki pomocnicze stosuje się osłonę gazu lub pierścień ceramiczny.
Zakres zastosowańDzięki dużej głębokości wtopienia ok. 1 - 3 mm metoda nadaje się głównie do przypawania trzpieni do materiału o grubości powyżej 2 mm . Spawarki typu BMH są standardowo przygotowane do pracy z pierścieniem ceramicznym , gazem osłonowym oraz zapłonem przez krótkie podniesienie trzpienia. W zależności od zastosowania i wymagań można wypróbować, który wariant powinien być zastosowany. Przypawanie tą metodą daje wysokowartościowe połączenia i nadaje się szczególnie do wykonywania wysokojakościowych spoin o podwyższonych wymaganiach ze względu na bezpieczeństwo. Metoda znalazła zastosowanie m.in. przy konstrukcjach stalowych, budowie maszyn, w stoczniach, w budownictwie wysokościowym i podziemnym, w elektrowniach ( także atomowych ) , przy budowie zbiorników, urządzeń, pracach izolacyjnych, konstrukcjach stalowo-betonowych itp. Stosunek minimalnej grubości blachy do średnicy trzpienia wynosi 1 : 4 .
Wybrane modele urządzeń i pistoletów :
* Tylko dla urządzeń z modułem automatyzacji ________________________________________________________________ Możliwość zmian technicznych. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
![]()
|
|
|
|
|
Copyright 1992-2oo9 Opracowanie w języku polskim: P.T.H."COMPART" - Zbigniew Dziembowski - Gliwice tel./fax (+48) 32 2 380 680 , (+48) 32 2 380 436 |